![]()







![]()
(再生時間 0:15)
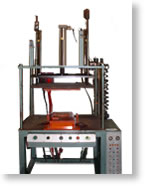
バイブレーション溶着は、2種類の樹脂部品の接合界面で発生する摩擦熱を利用して、樹脂を溶融させて溶着する方法です。異種材料での融着も可能です。(適合しない場合もあります)熱エネルギーを得るには、部材に圧力がかかった状態で、片方の部材を一定の周波数と振幅で振動させます。比較的大きな製品の融着に用いられる技術です。 接合面形状の設計に工夫が必要です。

(再生時間 0:31)
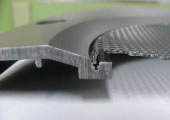
溶着したい部品を、予め熱した熱板にて接触あるいは非接触により加熱します。 接合面が溶融状態になった後に、2種類部品を加圧し溶着する技術です。 異種材料での溶着も可能です。(適合しない場合もあります) 接合面形状には、ある程度の自由度があります。




ヒーター線に低電圧、大電流を短時間通電し発熱させて熱源とする融着方法です。 シート状の薄い部品の融着に使用されます。 また、組立工程にてネジ締め作業を省く事が出来ます。


高周波の誘電加熱作用を利用して溶着物(金属)に 内部発熱を起こさせ溶着する工法です。 樹脂部品と金属部品の融着(スピーカーネット、インサートナット)に使用されます。 また、2種類の樹脂部品の間に針金状の金属部品を挿入することにより、樹脂部品同士の 融着も可能です。


樹脂部品に縦方向の超音波振動を与えることで 発生する摩擦熱により局所的瞬間的に昇温します。 製品に振動と圧力を与えるものをホーンと呼びホーンに直接当っている部分を昇温させる直接溶着と振動がその製品を伝達し製品と製品の接触面で 昇温させる(摩擦熱)伝達溶着があります。タクトタイムが非常に短いのが最大の利点です。



最終の完成品工程は、初期流動管理の徹底により管理された工程となっています。
製造ライン設備及び製造冶具も、自社設計が可能です。
工程をよりよく改善をするべく日々努力をしております。



複雑化する工程、小LOT化、短納期化に対応するため組立作業員はどの工程でも作業が出来るように教育されています。